如何让压坯冷压后有序的排列从而减少相互碰撞几率?
2018-11-12技术资料
冷压烧结成型类似于粉末冶金的冷压烧结,是一种将一定量物料加入常温模具,用高压压实成密实型坯(又称冷坯、毛坯或锭料),然后送进高温炉(烧结炉)中烧结一定时间,Zui后经冷却而成为制品的过程技术。
大多数氟塑料在通常加工温度下很难熔融或者熔体在成型温度下黏度过高,虽说是热塑性塑料,但不能用一般热塑性塑料的方法成型,只能用类似粉末冶金烧结成型的方法,通称冷压烧结成型。成型时,先将一定量的含氟塑料(大都为悬浮聚合树脂粉料)放入模具中,在压力作用下压制成密实的形坯(又称锭料、冷坯或毛坯),然后至烘室内进行烧结,冷却后即成为制品。
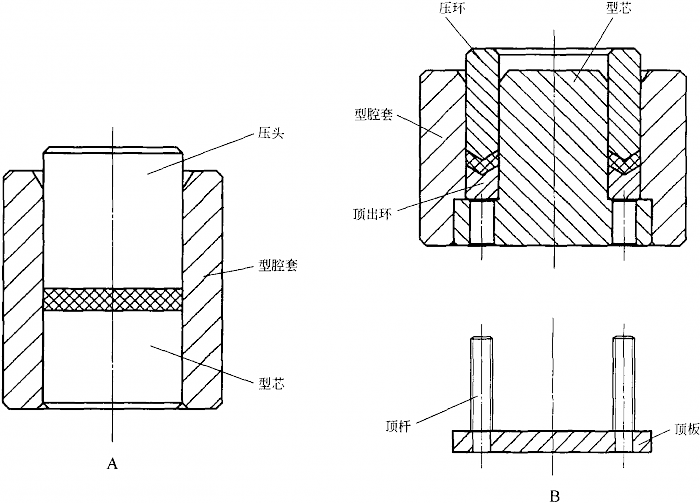
两套典型的移动式的聚四氟乙烯塑料烧结成型模具
做金刚石工具,预合金粉冷压成型后,压坯的密实度一般较小(要求的,方便烧结时流动),压坯也会较脆,在碰撞时会破损缺角,如何让压坯冷压后有序的排列在盘子里,减少相互碰撞几率?
这个问题是指压好的坯怎样放置才能有效的放置碰撞?就是怎样有序放置
这可能就不仅是放置的问题了。建议采取热压的方法,冷预压后连同模具一同置于炉中加热烧结,烧结保温结束后从炉中取出趁热在冷压机上压制。你的问题应该是可以得到解决的!